焊錫步驟
-
采用2組焊錫模組1/2個烙鐵頭同時焊接�,或分別焊接,一次焊接25以上個產品�。
-
一個焊錫模組對應2個產品的同位置的2個焊點。
-
人工將產品由放取件工位放入夾具定位治具����,按啟動按鈕,夾具將產品送到焊接區(qū)域后�,焊錫機開始工作,當完成每組焊點焊接后���,夾具將產品循環(huán)到放取件工位取件 �?��!竞附訒r需檢測產品是否到位��,未檢測到產品端的焊錫裝置��,焊錫機不工作(可能會有一個夾具未放入產品的問題)】����。
-
每組焊錫模組焊錫動作結束后,焊錫機給夾具控制器信號��,焊錫裝置回原點��、汽缸將焊接裝置清潔盒送到焊錫裝置下方���,完成清洗烙鐵頭動作(可設定任意次焊錫動作清洗一次烙鐵頭)�����,并移動至待命區(qū)(焊點上方)���。產品到達時,無需移動位置�����,下行焊錫即可��。
-
重復下一組動作
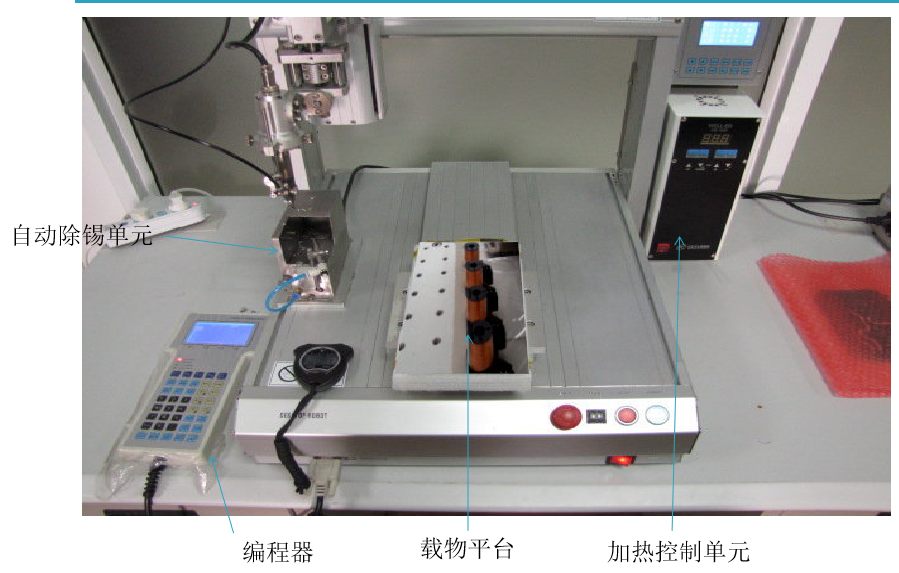
方案闡述
1)整臺機器分為上下兩個部分���,上部為焊錫的整個裝置�����,下部為電控系統(tǒng)���。
2)工件用夾具夾住,一次可焊接25PCS
3)需要焊錫的產品經過定位治具定位�����,放在夾具的定位銷上�。
4)當檢測機構檢測到產品到位時、焊錫機構執(zhí)行自動焊錫���。(檢測到無產品時����、停止自動焊錫)
5)焊錫完畢后��,由放取件工位操作人員將工件取出�、傳遞到下一工序。
焊錫步驟-2
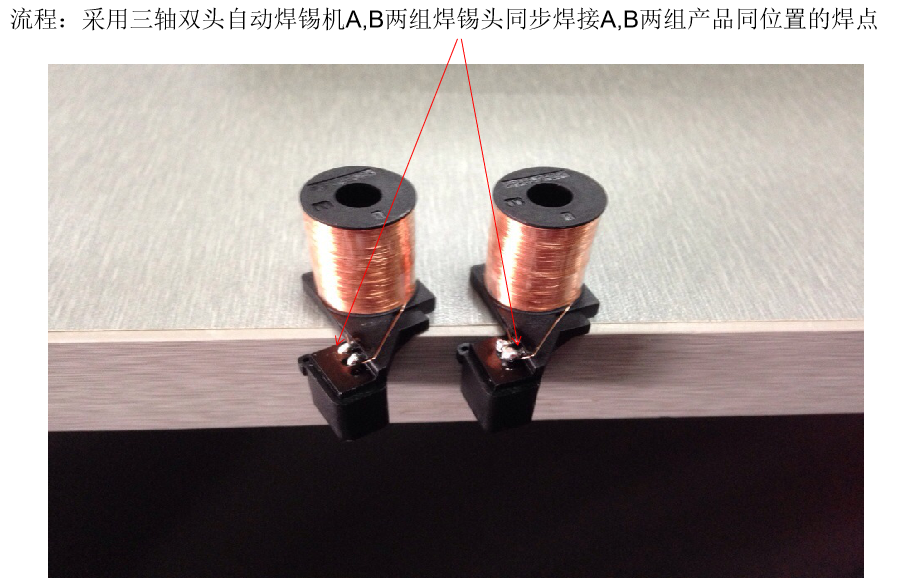
一個產品共計2個焊點��,分為A&B兩組產品����。由同一設備的A&B兩組焊錫頭對應A,B兩組產品同位置的焊點配合同時工作��;
A組焊接頭(點焊):每次焊錫時間 6″左右���,(包括焊錫裝置移動時間), 一次焊2個焊點;
B組焊接頭(點焊):每次焊錫時間6″左右���,(包括焊錫裝置移動時間), 一次焊2個焊點���;
烙鐵頭清潔過程約在0.5″內完成?��?梢罁稿a量設定清潔間隔時間���;
平均2個產品預估用時:6.5″
1臺設備每天產能預估:8860Pcs/8h
品質提升:焊接良率≥97%
節(jié)省焊錫絲:25%
投資成本預計收回時間:5個月
產能估算
25個產品共計50個焊點
每次焊錫時間 1-2S左右,(包括焊錫裝置移動時間), 一次焊1點��;
烙鐵頭清潔過程和夾具盤轉動同步進行����,約在0.5S內完成。可依據焊錫量設定清潔間隔時間�;
平均1個產品預估用時:1-2″
產能預估: 7500-8000Pcs/8h
節(jié)省人力: 4人
節(jié)省焊錫絲:15%
品質提升:焊接良率≥ 98 %
投資成本預計收回時間:5~7個月